

De tandwielen werden allemaal gegoten en zonder nabewerking toegepast. Door bedieningsfouten breken daar nogal eens tanden uit. Lagers en assen lopen uit, er komt een moment dat je dat moet aanpakken.

De eerste tandwielen maakte ik op mijn AI FR1 met een verdeelkop. Met benaderde tanden, door vele procesgangen. Duurde ff, maar ze deden het prima.


Vorig jaar kreeg ik een klus van een kennis met een Lemster aak. Die wilde een ankerlier op het voordek, met daarbij een draadtrommel, waarmee hij het stag van de kluiver strak kon trekken.
Op een pallet lag een partij oud roest van wat ooit een ankerlier was maar zonder draadtrommel. Die heb ik nieuw gemaakt. Niets paste. Wat er moest gebeuren stond op wat schetsen, die jarenlang op een werkbank hadden gelegen:


Het uitgangspunt:

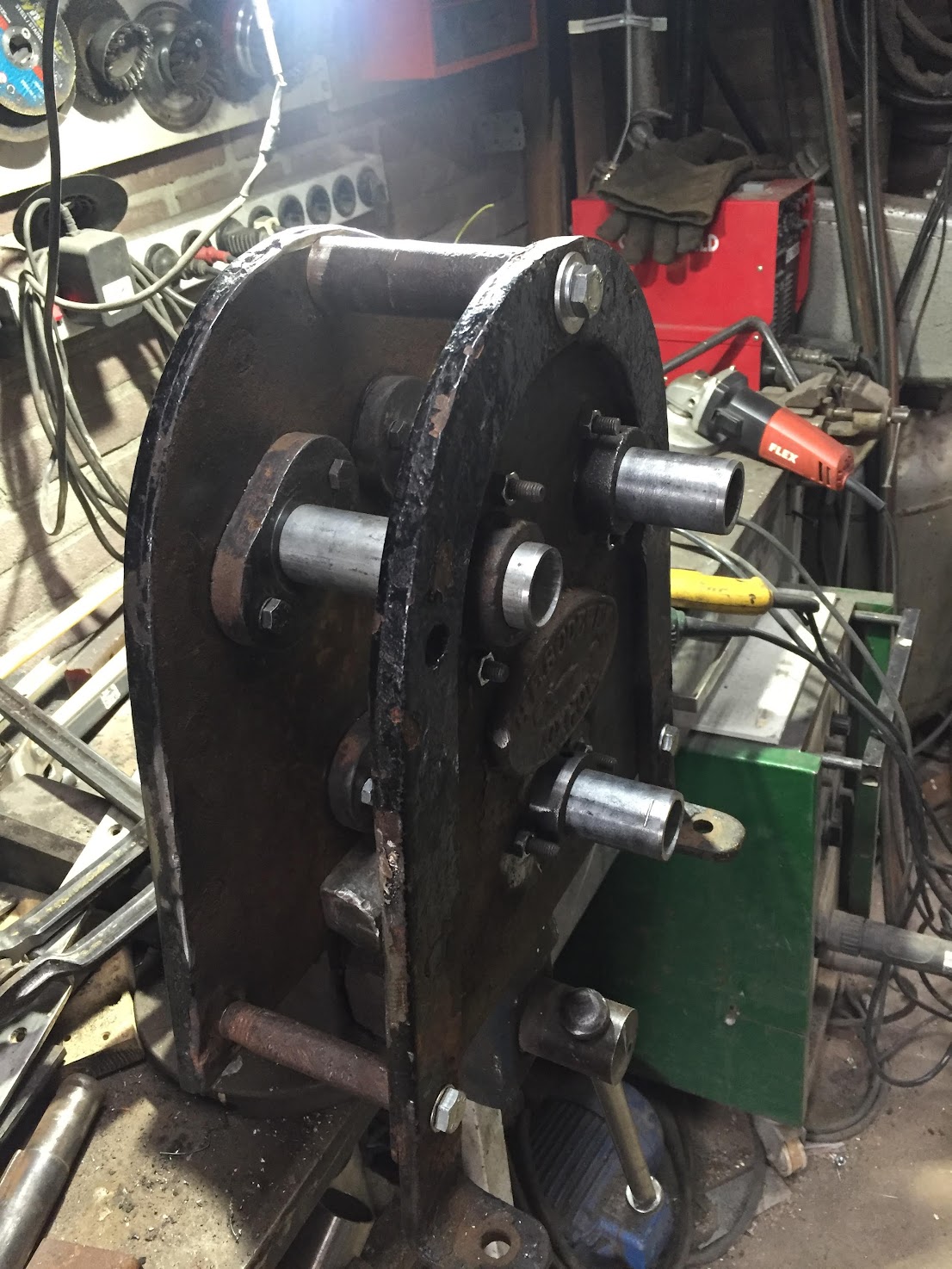
Inmiddels ben ik zo ver:

Over die RVS strippen komt nog een RVS plaat, die dan net vrijloopt van het tussentandwiel.
Om iedereen de wind uit de zeilen te nemen, ik ben verkeerd begonnen. En dat kost tijd.
Ik veronderstelde ten onrechte, dat de asgaten in beide borden netjes in lijn zouden zitten. En dat bleek niet zo te zijn. Niet eens een beetje. Nooit eerder meegemaakt.
Was ik mij daar van bewust geweest, dan had ik ze aan elkaar gelast en voor de freesbank gezet om de gaten in lijn te krijgen.
Hier zie je hoe erg het was.



Uiteindelijk lukte dat wel, maar na een hoop gehannes.
De gietijzeren lagers zitten op de borden geklonken. En zoals dat met een eeuw oud klinkwerk gebruikelijk is, zat er roest tussen. Dus alle klinknagels er uit, schoonmaken, lagers in de vierklauw. Het midden zoeken, waarbij aandacht nodig is, omdat alle gaten ovaal gesleten zijn. Netjes op passing uitgedraaid, zodat er lagerbussen in kunnen. Ik gooi nooit oude kogellagers weg, omdat die dingen zo heerlijk als kaliber kunnen worden gebruikt.

Ik bleek een stukje pijp te hebben dat vrij precies in de uitgedraaide bussen paste. In drie stukken gezaagd en zo de lagers op lijn gezet.
Alle lagers met één boutje vastgezet, alles uit elkaar en dan de andere gaten klinken. Na het klinken de boutjes er uit en weer klinken. Toen zat de boel zo’n beetje in lijn.
Alle tandwielen grondig geïnspecteerd. Eén oude met 40 tanden bleef over, de rest afgekeurd. Al die tandwielen zijn vrijwel altijd moduul 6, dus, omdat ik wel vaker dit soort lieren doe, even op zoek geweest naar moduul 6 frezen. Tijdens die zoektocht gewezen op een site voor tandwielen. Voor € 600 alle benodigde tandwielen in huis. Daar kan je geen set moduul 6 frezen voor kopen. Nog even los van de tijd, die dat frezen zou kosten. Er zitten 143 tanden in die lier.
De gekochte tandwielen zijn 60 mm dik, daar moesten plakken van 20 mm af. De kleintjes kon ik zelf, de grote, met diameters van ca Ø 150 en Ø 250 laten zagen bij mijn vertrouwde machinefabriekje.
Alle gaten pasgemaakt op Ø 30 assen en er spiebanen in laten brootsen.
Spiebanen is ook zo’n thema. Bij mijn AI FR1 hoort ook een steekkop, die ik niet heb. Ik zoek er al jaren vergeefs naar. Eén keer een reactie op een advertentie, maar dat was zo’n warhoofd, de deal kwam niet rond. Spiebanen steken kan ook heel mooi met een schaafbankje, zo’n AI tje koop je voor weinig, maar ik krijg ruimtegebrek.
Dus laat ik het doen bij die machinefabriek. Als je daar al die lades met brootsen ziet, snap je waarom je niet zelf in brootsen moet investeren.
De kettingschijf en rembandschijf en palwiel voor de ankerketting zitten samen vast op de as. De draadtrommel met palwiel en tandwiel zitten aan elkaar vast, maar los op de as. Zo kunnen beide systemen los van elkaar werken.
De as met het handwiel heeft een tandwiel dat over de hele lengte moet kunnen schuiven, om de functies te kunnen kiezen, in enkelwerk, of via de tussenas op dubbel werk.
De hulpas heeft twee schuivende tandwielen, waarmee je de ene of de andere functie kan kiezen.

Buitenop heeft die as een verhaalkop, in het platbodemjargon een palingkop, waarmee je meerlijnen en dergelijke strak kan trekken.
Al met al een hoop bewerkingen: zagen, lassen, afstandsbussen en tandwielen draaien, spiebanen in assen frezen, draad tappen, klinken, lassen, noem maar op. Van niets is een tekening, elk detail moet je zelf bedenken. Heerlijk.
Telkens kom je onverwachte zaken tegen. Zo had ik de hartafstand tussen handwielas en hoofdas gedimensioneerd op de gekochte tandwielen. Toen de boel in elkaar zat, bleek het enige originele tandwiel op de draadtrommel nogal ovaal te zijn, waardoor het kleine tandwiel er hier en daar op vastliep. Dus tandwiel er af, op de draaibank rond gemaakt en op de freesbank een stel tanden “bijgewerkt.”

Absoluut niet volgens het boekje, maar nu werkt het. Die tandwielen werden gegoten zonder nabewerking. Met een ruimere hartafstand werkte het origineel redelijk. Trouwens een algemene "hobbyistenkwaal", alles veel te precies maken.
Je kan in dit verhaal heel goed zien, dat de jacht op de laatste honderdste lang niet altijd interssant is.
Mijn machinepark is geheel op dit soort werk ingericht.
Om te beginnen een 250 kg elektrische loopkat, want het spul is niet te tillen. En een zwenkarmkraantje, waarmee ik het spul net buiten de deur kan zetten.
Harrison M250 draaibank met freeskolom. 1000 mm tdc, Ø 250 boven het bed. 80 tot 3000 rpm. Een combinatie die je zelden vindt. € 2.200 voor betaald.
Drieklauw Ø 120, drieklauw Ø 160, vierklauw Ø 160, opspanplaat Ø 230 en voor als het echt spannend wordt een drieklauw Ø 160 met zachte bekken en een ER40 Vertex spantangenset.
Mijn verdeeltafeltje gebruik ik eigenlijk nooit meer sinds ik de Easson DRO heb. Die is ook buitengewoon handig om gaten op steekcirkel te krijgen in combinatie met de freeskolom.
Tevens een vaste bril met een doorlaaat van Ø 100. Standaard brillen hebben voor mijn werk altijd een te kleine doorlaat.
Snelwisselaar met zes schuitjes, dus te weinig.
Recent brandde mijn HBM lintzaagje door, na pakweg 15 jaar trouwe dienst. Nu een Toolmania voor weinig, die na wat aanpassingen goed voldoet. Vooral het instellen tot hij goed haaks zaagt kostte veel geduld. Echt Chinees. De basis is goed, de details steeds dramatisch. Alle boterzachte boutjes hebben afwijkende sleutelmaten, dus allemaal vervangen. Met zaaglinten met wisselende tandsteken zaagt het perfect. Het is altijd even zoeken, voor je in de buurt een bedrijf vindt met een zaaglintlasapparaat.
Zoals gezegd, een AI FR1 voor het freeswerk, met als extra een haakse kop. De eerste ingreep die ik deed, was de motor omdraaien, omdat die mij te vaak in de weg zat. En wat ik eerder had moeten doen was de afvoer van de koellvloeistof verbeteren en vooral vergroten.
Ik heb een paar flinke hoekprofielen en strippen in huis, waarmee je meestal wel een te groot werkstuk voor de frees kan krijgen. Al met al een heerlijk stabiel en robuust ding. Ik overweeg nog om er drie linealen op te zetten.
Gelukkig ook een grote, hufterige kolomboor met een oneindig vermogen.
Mijn meetgereedschap kan beter. Een paar digitale schuifmaten, waarvan twee HBM’s die goed meten, maar batterijen vreten. Ook nog een echte Mitotuyo, maar met een gebroken ruitje.
Een Mitotuyo schroefmicrometer 0-50 mm, diverse meetklokken en standaards, een HMB zwenktaster en voor de passing-gaten een complete Amerikaanse analoge binnenmaten set van Ø 17 mm tot Ø 150 mm. Uiteraard liever binnenmicrometers, maar die vallen buiten budget.
Ik moest nu een passing voor een Ø 52 kogellager draaien, maar helaas geen micrometer voor die maat. Dus maar gesjoemeld met de schuifmaat.
En een redelijk werkende kantentaster.
Tenslotte nog een MIG lasapparaat, idem voor TIG en zelfs ook nog voor elektrodes.
Erg onmisbaar is de HBM 20 tons werkplaatspers. De handbediening nu vervangen door een echte hydraulische bediening. Soms heb je geluk: voor € 60 een flinke dubbelwerkende cilinder van een graafwerktuig met een slag van 180 mm. Een keurig VEB hydraulieksetje, ook voor € 60, helaas maar tot 63 bar. Die heb ik nu omgebouwd tot 220 bar, dat kon voor € 120. Ik had nog een 2,2 kW elektromotor, eerst een pasflens gedraaid om van de elektromotor een flensmotor te maken.
Zo’n pers is trouwens ook heerlijk om houtblokken te kloven….



